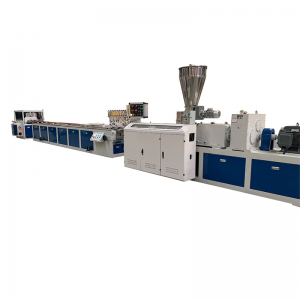
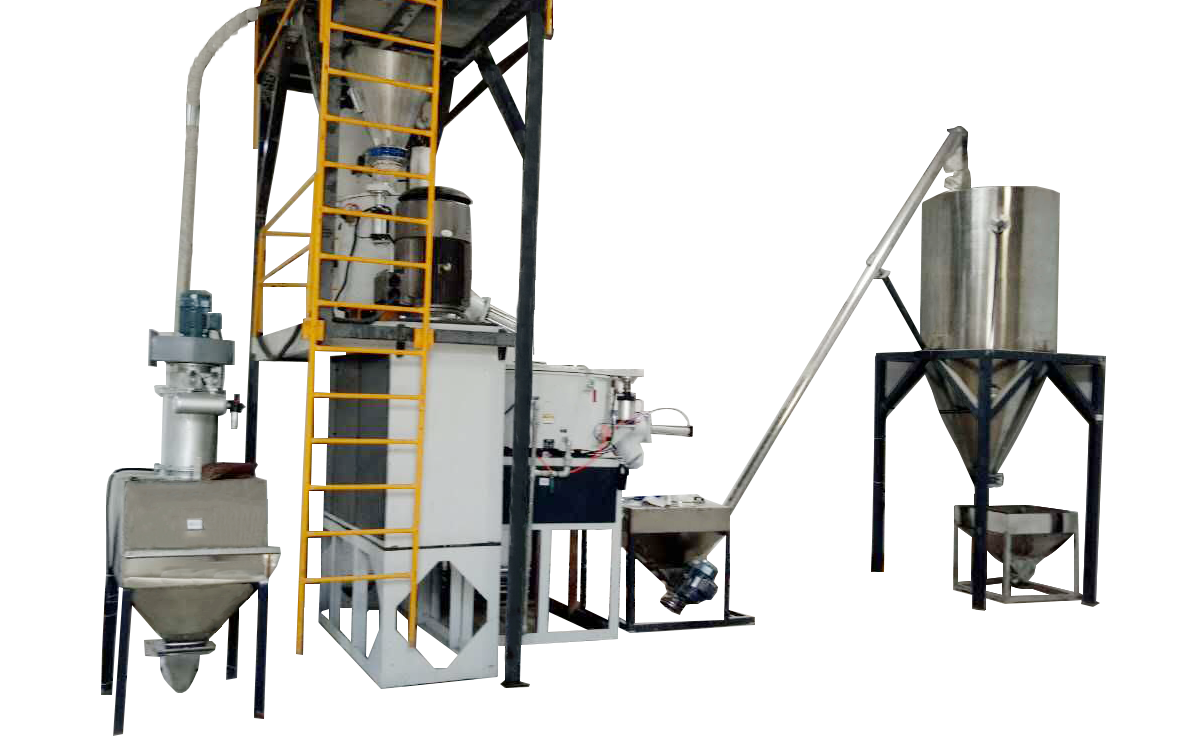
LB-kétszálú PVC csőextrudáló sor

Nyersanyag-keverő-kúpos ikercsigás extruder-forma és kalibrátor-vákuumformázó gép-permetező hűtőgép-elhúzógép-vágóegység-harangozógép-felrakó.
| Modell | 50B | 50°C | 63B |
| Csőtartomány (mm) | 16-50 | 16-50 | 16-63 |
| Csavaros modell | 51/105 | 65/132 | 65/132 |
| áteresztőképesség (kg) | 200 | 250 | 280 |
Keverő
Tapasztalt mérnök által optimalizált tervezés
Önsúrlódás, mint fűtési forrás, ennek eredménye az energiahatékonyság
Vákuumszívó terhelés az alacsony zajszint és pormentes munkavégzés érdekében
Spirális töltés keverés után a keverék összetételének megőrzéséhez
Automatikus fűtés és újratöltés

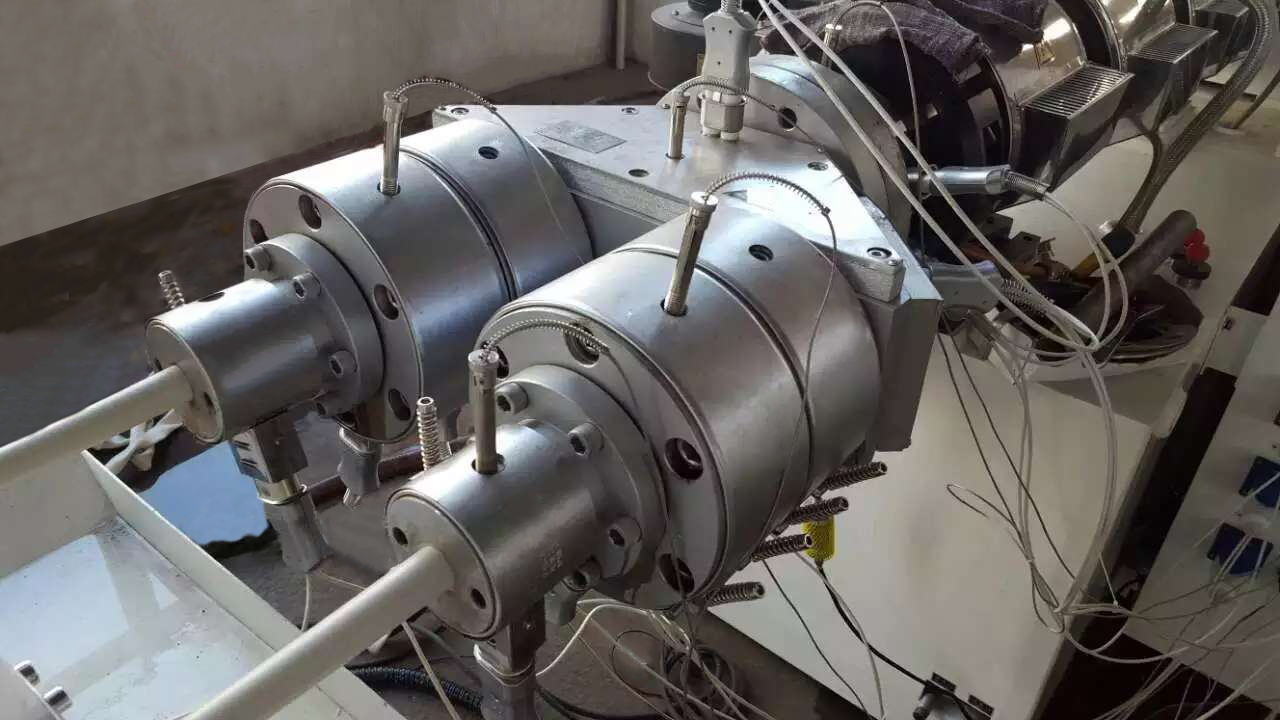
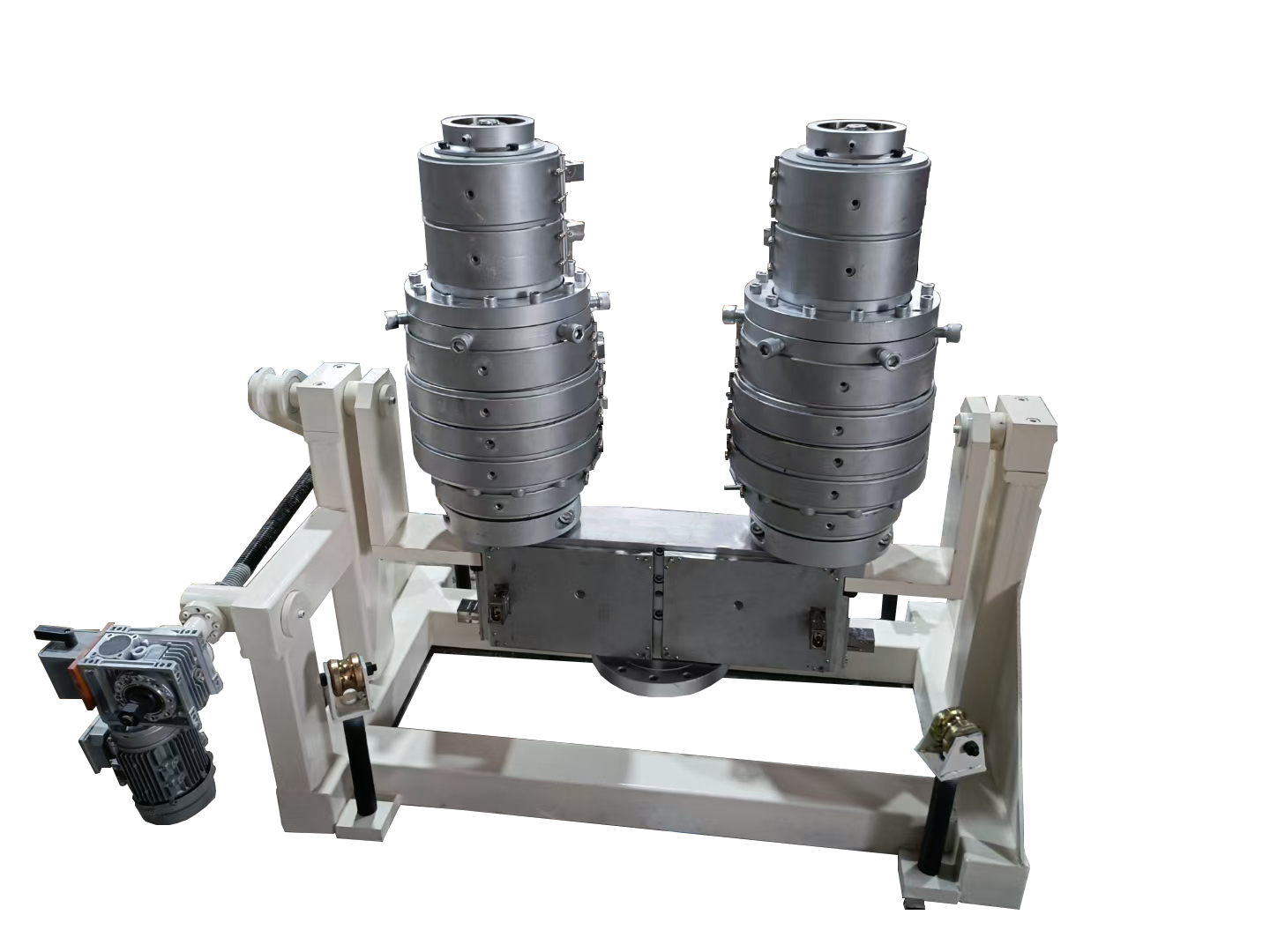
Kúpos ikercsavaros extruder
Speciális kialakítás a PVC por kíméletes feldolgozásához
állandó mágneses szinkronmotor, amely körülbelül 10%-kal csökkenti az energiafogyasztást a DC vagy AC motorokhoz képest.
Kezelőorientált működési logika az okos és egyszerű kezelés érdekében a gyártás során
Érintőképernyő (opcionális) az integrált információkezeléshez és az egyszerű kezeléshez
Forma
Speciálisan áramlási csatornához tervezett kialakítás a kiváló csőformázás és ésszerű olvadéknyomás érdekében.
A nagy tömörítési arány kiváló lágyító hatást biztosít.
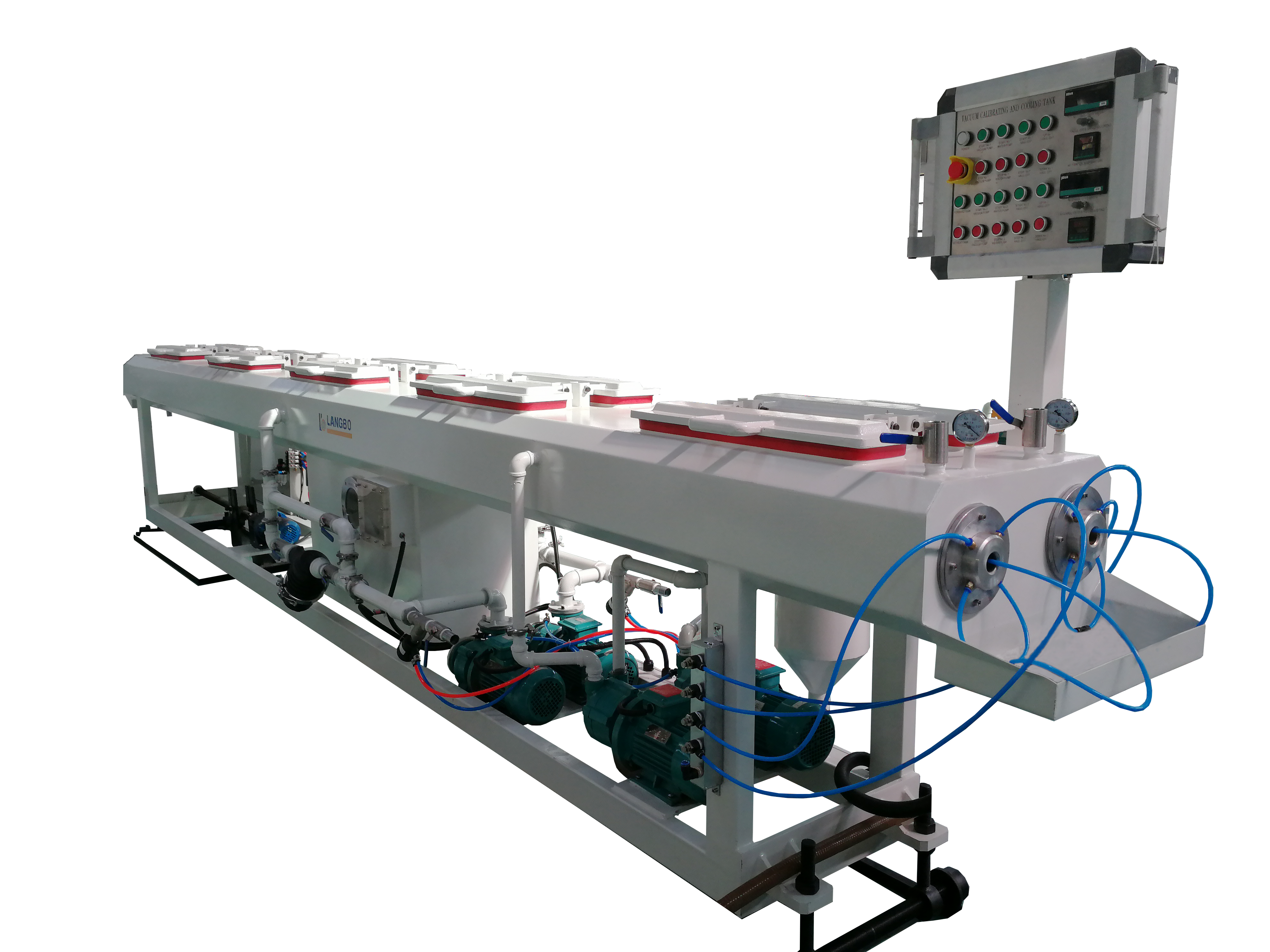
Vákuumos kalibrálás és hűtés
Külön hűtőrendszer kétszálú független szivattyúrendszerrel.
Frekvenciakonverziós vákuumvezérlő rendszer állandó vákuumkörnyezethez a legalacsonyabb energiafogyasztás mellett.
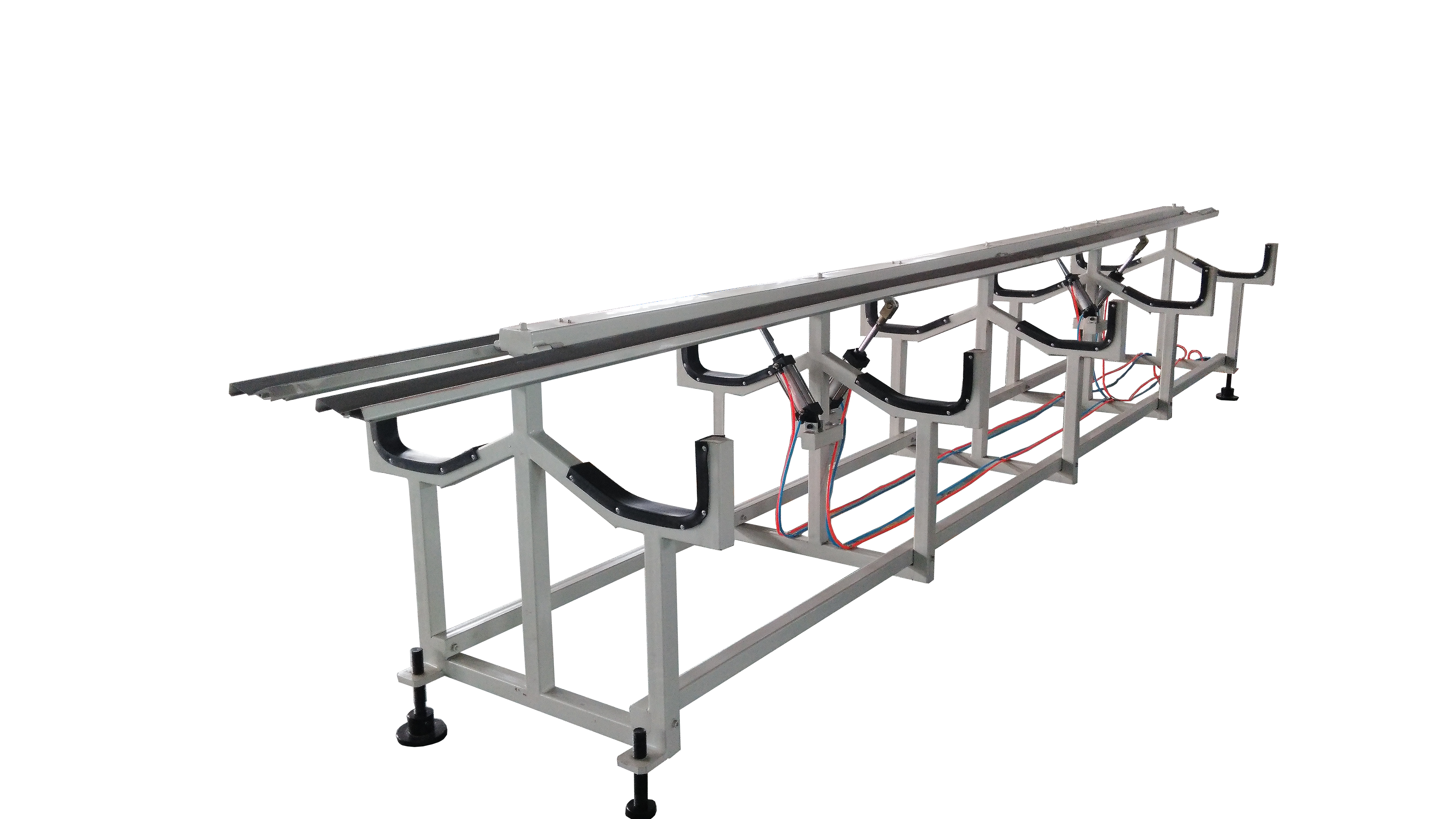
Lehúzó és vágó kombináció
Szervomotor és kiváló minőségű reduktor a szíj vagy a hernyó szinkronizált mozgásához
Testreszabott vontatási koncepciót bizonyos gyártási követelmények alapján fogadtak el
Megfelelő vágási koncepció a gyártási követelmények alapján
A nagy pontosságú jeladó pontos és stabil vágási hosszt biztosít
A lehúzás és vágás kombinációja opcionális a helytakarékosság előnyével.


Belling
Két fűtési pozíció az időben történő csengetéshez nagy vezetéksebességgel
Energiamegtakarítás a fűtőelem automatikus kapcsolójával
Testreszabott hűtési koncepció a gyártási követelmények alapján
Pneumatikus targonca
Stabil rakodószerkezet és pneumatikus hajtás a csövek újratöltéséhez
PLC program által vezérelt mozgás
Külön vezérlés mindkét extrudáló szálhoz