
Először válassza ki a megfelelő fűtőberendezést
A csavarra rögzített műanyag tűzzel vagy pörköléssel történő eltávolítása a legelterjedtebb és leghatékonyabb módszer a műanyag feldolgozó egységek esetében, de soha nem szabad acetilén lángot használni a csavar tisztítására.
Helyes és hatékony módszer: azonnal használjon fúvópisztolyt a csavar tisztítása után. Mivel a csavar a feldolgozás során hőt szenved, a csavar hőeloszlása továbbra is egyenletes.

Másodszor, válassza ki a megfelelő tisztítószert
Sokféle csavartisztító (csavartisztító anyag) létezik a piacon, amelyek többsége drága és eltérő hatású. A műanyagfeldolgozó cégek a saját gyártási körülményeiknek megfelelően különböző gyantákat használhatnak csavartisztító anyagok előállításához.
Harmadszor, válassza ki a megfelelő tisztítási módszert
A csavar tisztításának első lépése az adagolóbetét kikapcsolása, vagyis a garat alján lévő adagolónyílás lezárása; Ezután csökkentse a csavar sebességét 15-25 r/perc értékre, és tartsa ezt a sebességet addig, amíg az ömledék áramlása a szerszám elején meg nem áll. A hordó összes fűtési zónájának hőmérsékletét 200°C-ra kell beállítani. Amint a hordó eléri ezt a hőmérsékletet, megkezdődik a tisztítás.
Az extrudálási folyamattól függően (előfordulhat, hogy a szerszámot el kell távolítani, hogy csökkentse a túlzott nyomás kockázatát az extruder elülső végén), a tisztítást egy személynek kell elvégeznie: a kezelő figyeli a csavar sebességét és nyomatékát a vezérlőpanelről, miközben figyeli az extrudálási nyomást, hogy a rendszer nyomása ne legyen túl magas. A teljes folyamat során a csavar fordulatszámát 20 r/min belül kell tartani. Alacsony nyomású szerszámmal rendelkező alkalmazásoknál először ne távolítsa el a szerszámot tisztítás céljából. Amikor az extrudálás teljesen átalakul a feldolgozó gyantából tisztítógyantává, a szerszámot leállítják és eltávolítják, majd a csavart újraindítják (10 r/perc sebességen belül), hogy a maradék tisztítógyanta kifolyhasson.

Negyedszer, válassza ki a megfelelő tisztítóeszközöket
A megfelelő szerszámok és tisztítószerek közé tartoznak: hőálló kesztyűk, védőszemüvegek, rézkaparók, rézkefék, réz drótháló, sztearinsav, elektromos fúrók, hordóvonalzók, pamutszövet.
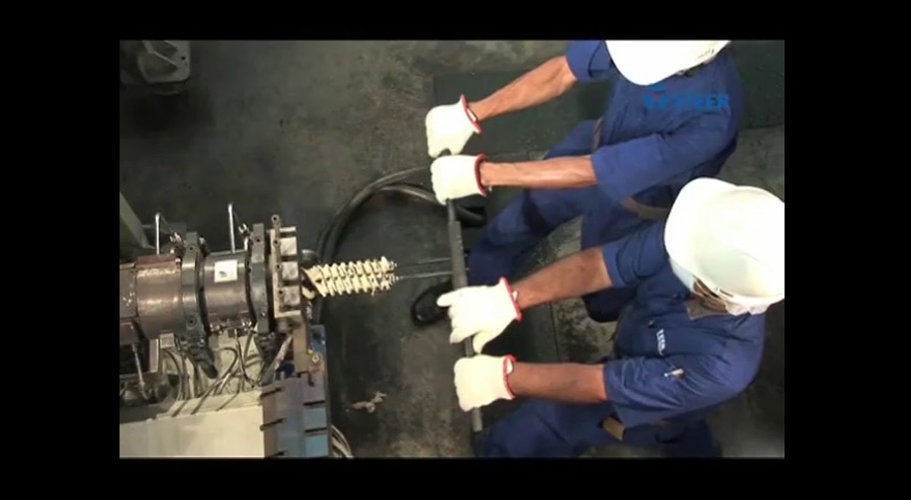
Amint a tisztítógyanta extrudálása leáll, a csavart ki lehet húzni a készülékből. Hűtőrendszerrel rendelkező csavarok esetén távolítsa el a tömlővezetéket és a forgócsatlakozást, mielőtt elindítaná a csavarlehúzó berendezést, amely a sebességváltóhoz rögzíthető. A csavar kihúzó eszközzel tolja előre a csavart, szabaddá téve 4-5 csavar helyzetét a tisztításhoz.
A csavaron lévő tisztítógyanta rézkaparóval és rézkefével tisztítható. A szabadon lévő csavaron lévő tisztítógyanta megtisztítása után a készüléket 4-5 csavarral előre tolja a csavarlehúzó eszközzel, és folytatja a tisztítást. Ez megismétlődött, és végül a csavar nagy része kiszorult a hengerből.
Miután a tisztítógyanta nagy részét eltávolította, szórjon sztearinsavat a csavarra; Ezután réz dróthálóval távolítsa el a maradék maradékot, és miután az egész csavart réz dróthálóval polírozta, használjon pamutszövetet az utolsó törléshez. Ha a csavart meg kell menteni, akkor a felületet zsírréteggel kell felvinni a rozsda megelőzése érdekében.

A hordó tisztítása sokkal egyszerűbb, mint a csavar tisztítása, de ez is nagyon fontos.
1. A hordó tisztításának előkészítésekor a hordó hőmérsékletét is 200 °C-ra kell beállítani;
2. Csavarja rá a kerek acélkefét a fúrócsőre és az elektromos fúrót a tisztítószerszámokba, majd tekerje be az acélkefét rézhuzalhálóval;
3. Mielőtt behelyezné a tisztítóeszközt a hordóba, szórjon sztearinsavat a hordóba, vagy szórjon sztearinsavat a tisztítóeszköz réz dróthálójára;
4. Miután a réz drótháló bejutott a hordóba, indítsa el az elektromos fúrót, hogy forgatja, és mesterségesen mozgassa előre-hátra, amíg ez az előre-hátra mozgás már nem lesz ellenállás;
5. Miután eltávolította a réz dróthálót a hordóból, egy csomó pamut ronggyal törölje át oda-vissza a hordóban, hogy eltávolítsa a tisztítógyanta vagy zsírsav maradványokat; Több ilyen oda-vissza törlés után kész a hordó tisztítása. Az alaposan megtisztított csavar és hordó készen áll a következő gyártásra!

Feladás időpontja: 2023. március 16